淺析軋機軸承的故障及預防措施
2024-07-15
王風才 李紅霞 張洪春 邢永順
(邯鄲鋼鐵公司,線棒材廠)
摘 要:結合軋機軸承的結構特點以及工作條件,介紹了軸承在裝配、使用與維護等過程中的注意事項和相關要求,分析了軸承運轉過程中易出現的故障及預防措施。
1 前言
軋輥軸承是用來支撐轉動的軋輥,并保持軋輥在機架中的正確位置,軋輥軸承應具有小的摩擦系數、足夠的強度和剛度、壽命長、便于換輥等特點。
2 軋機的工況及損壞原因分析
邯鋼線棒材廠粗軋機為兩輥水平軋機,生產工作條件惡劣溫度高,粉塵大。當軋件通過時,由于冷卻水的影響,表面溫度迅速降低,溫度保持在70-90℃,而內部由于得不到冷卻溫度依然很高。軋鋼過程中的粉塵有時進入軋機,致使軋機損壞率相當高,而軋機的損壞又以軸承的損壞為主。軸承損壞占軋機損壞的60%以上。筆者經過長期調查發現,有很多軸承的損壞并不是軸承本身的質量問題,而是由于軸承的裝配質量及使用錯誤造成的。由此可見,采用正確的使用方法,合理地裝配、保養軸承,是延長軸承使用壽命的關鍵。
3 四列圓柱滾子軸承結構分析
四列圓柱滾子軸承結構單內套、雙外套梳狀保持架軸承,主要由外套、內套、 滾動體及保持架4大部分組成。這種軸承承載能力大,極限轉速高和旋轉精度高,內外套可分離,可互換,幾何形狀較其它軸承簡單。軸承的滾動體與滾道都是圓柱形,故可以獲得較高的加工精度,從而可以保證軸承的裝配精度。
4 影響裝配質量的因素及安裝
4.1 影響裝配質量的因素
(1)軸承的壽命與軸承座的設計是分不開的。如果軸承座設計和制造不當,將導致軸承受力不均,降低軸承壽命,軸承座應具有調心性,避免因軋輥撓曲變形而使軸承受到偏載。
(2)與軸承相關的備件的尺寸、幾何形狀、精度等級、公差范圍與設計是否相符。
(3)與軸承配合的接觸面的光潔度、硬度是否在規定范圍之內,所有間隙、過盈配合量是否符合設計要求等等。
4.2 內套的安裝
四列圓柱滾子軸承的內套與輥頸應為過盈配合,安裝時加熱到100-120℃,通常用感應加熱器或機油加熱,禁止使用割槍烤。內套安裝在輥頸時,使它和擋水環緊密接觸,以防擋水環活動。
4.3 外套的安裝
四列圓柱滾子軸承的外套與軸承座的內孔為過渡配合。裝配時,將外套、滾子、保持架組成的整體用銅棒輕輕打入軸承座內,并貼緊內側固定端蓋。在裝外套時,應注意端面與保持架端面的標記,不能裝反,應按照拆開軸承包裝時的初始狀態順序裝入,以防出現因滾子受力不均而燒軸承的現象。裝軸承時,應將軸承座水平放置,軸承裝好后,應標出其受力區間,以備換輥時重點檢查。
5 軸承的故障及預防措施
5.1 運轉過程中對軸承的檢查
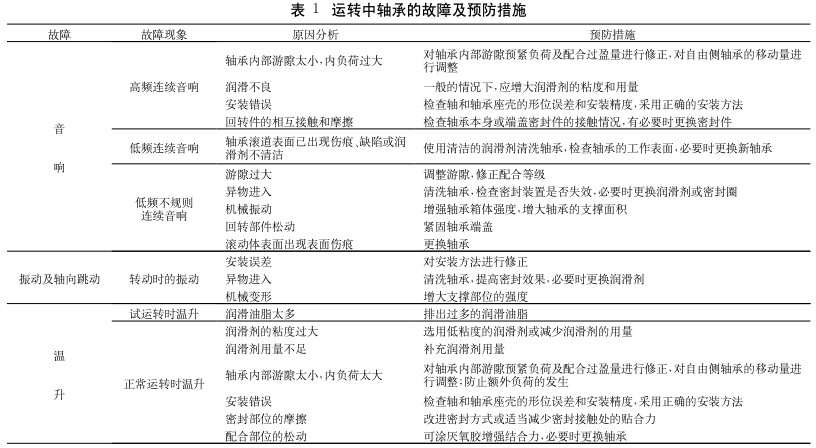
按照工藝規程要求,定期對軸承進行聽、觀察和測量。聽就是使用規定器械一端對著軸承軸向端蓋和軸承座的徑向外殼,另一端貼耳聽軸承在運轉過程中是否有撞擊聲和機械摩擦聲;觀察就是對運行環境、安裝位置、震動偏移、潤滑等情況進行觀察,是否存在不良環境;測量就是用溫度計、測振儀對軸承座進行定量檢測。
通過以上方法,可確定出軸承在運行中是否處于正常狀態以及應采取的相應措施,運轉中軸承易出現的故障及預防措施見表1。
5.2 靜止狀態下對軸承的檢查
對相關備件的緊固情況進行檢查,各部件是否處于正確位置、有無松動的現象等。對于線棒材廠粗軋機組,由于紅坯要進行90度翻轉,部分軋輥承受較大的軸向力。因此,要經常檢查軋輥軸承座是否已壓緊,有無松動。尤其是操作側軸承座與軋鋼機架間一定要有軸向無間隙固定,盡可能地減少傳動側軸承座與軋鋼機架窗口的配合間隙,以減緩傳動軸跳動對軸承所產生的沖擊。另外,可對軸承潤滑劑進行檢測,檢查潤滑油是否進雜物、氧化鐵皮、水等。粗軋機通常受到較強的沖擊負荷,軸承震動大,潤滑脂容易流失。因此,要求潤滑脂有較強的粘附性,可以牢牢地粘附在零件的表面,一部分在滾道上潤滑軸承,其余部分保存在軸承內部空間起到密封作用。如果外界污物侵入軸承座內,最先污染的是靠近外側的潤滑脂,使軸承零件表面出現磨損。隨著污物的增加,磨損面會增加,同時還會形成裂紋并逐漸擴展,最終使套圈開裂,嚴重時還會報廢軋輥、軸承座等相關部件。
5.3 軸承的拆后檢查
由于粗軋機單槽軋制量大,因此換輥周期長,軋輥換下后可使用清洗劑,把軸承清洗干凈,用壓縮空氣吹干,然后對滾子、保持架、滾道進行檢查。滾子、滾道出現凹痕、點蝕等現象,視具體情況更換。同時,要檢查軸向密封和徑向游隙,檢查無誤后,增加潤滑劑備用。
6 結語
對軸承的正確安裝、檢查、維護等方法納入相關的規程后,軋機燒軸承的事故率有所降低。影響軸承使用壽命的因素很多,應制定出全方位的管理制度和要求,才能更好地達到延長軸承使用壽命的目的。
來源:《河北冶金》
(版權歸原作者或機構所有)



