尾管后軸承溫度一路飆升到80℃...個中原因分析及應對措施與你分享!
2024-05-29
本文原創作者:曹艷東
1 前言
某船在試航過程中,主機轉速在80 r/min左右時操滿舵,尾管后軸承發生了溫度高報警,并且溫度不斷上升,船上立即停車檢查,停車后溫度還在繼續上升,一度升至80 ℃左右。檢查尾管后軸承溫度傳感器探頭電流信號值正常,確認溫度傳感器沒有問題;檢查尾管滑油管路系統,確認整個管路系統通暢沒有問題;采用頂升法檢查尾管前軸承負荷,發現尾管前軸承幾乎無負荷,懷疑尾管后軸承負荷偏重;主機盤車檢查,尾管處有輕微異響,進入尾管冷卻水艙檢查,尾管后軸承處異響明顯,聲音為嗒、嗒、嗒,頻率為每秒一次,據此現象初步判定尾管后軸承應該被燒傷了。為了防止損傷進一步擴大從而損傷螺旋槳軸,決定終止試航,由拖輪拖至船廠進塢檢查。
2 塢內檢查
(1)船舶進塢后,檢查螺旋槳軸下沉量,與之前測量的下沉量數據相比較,確認螺旋槳軸下沉了約0.3 mm,初步確認尾管后軸承已經損壞;
(2)進行尾管滑油油樣分析檢查,將油樣化驗報告發給滑油供應商道達爾進行確認,廠家確認該滑油各項性能指標滿足要求;
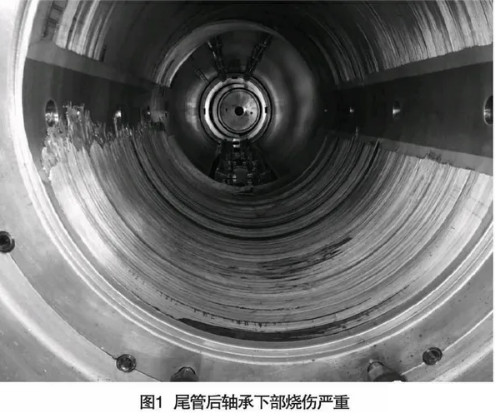
(3)拆卸螺旋槳,抽出螺旋槳軸,檢查尾管軸承損傷情況,發現尾管后軸承下部燒傷嚴重(見圖1),尾管前軸承無損傷;
(4)將尾管后軸承壓出后,用專用儀器檢查尾管內孔同心度,發現尾管后軸承處后部上翹了0.07 mm。經過計算,尾管后軸承壓裝后,后軸承處的實際斜度變為了0.127×10-3rad。根據軸系較中計算書的要求,后軸承的加工斜度要求為0.2 ×10-3rad。
3 原因分析
(1)尾管軸承負荷因素:經查看該船之前的較中以及軸系負荷稱重數據,都滿足要求,并且MAN都給予了認可。雖然后來檢查出尾管前軸承幾乎無負荷,但那是在尾管后軸承燒傷后測量的數據,軸系狀態發生了變化,沒有參考性。另外,尾管后軸承的比壓一般都在0.4~0.6 MPa之間,與船級社規范要求的比壓0.8 MPa相比還有較大的余量。因此初步判斷,軸承的負荷分配應該沒有太大問題;
(2)尾管變形因素:尾管安裝過程中或船體變形等因素導致尾管變形,后軸承座后部比前部上翹0.07 mm,尾管后軸承壓裝后,后軸承處的實際斜度由0.2 ×10-3rad變為0.127×10-3rad,螺旋槳軸和后軸承的相對斜度變為了0.405×10-3rad- 0.127×10-3rad =0.278 ×10-3rad,雖在船級社要求的0.3×10-3rad的范圍內,但由于螺旋槳軸和后軸承的相對斜度相對于原設計值0.405×10-3rad - 0.2 ×10-3rad =0.205×10-3rad變大,可能會導致尾管后軸承后部邊緣負荷增大,螺旋槳軸與尾管后軸承之間的油膜難以形成,軸承非正常磨損,導致尾管后軸承燒壞、溫度高報警,這可能是引起后軸承溫度高的因素之一;
(3)環保油(EAL)因素:根據美國環保署VGP(2013)要求,從2013年12月19日起,進入美國水域船長大于等于79 ft的所有商船,在其油水界面均須使用環保油。對于尾管密封,若采用油潤滑系統,則尾管滑油必須采用環保油。我們了解到,船舶使用環保油后,多家船廠都出現了尾管后軸承溫度高的現象,甚至軸承燒傷的情況。經過多方資料的收集,我們發現環保油在40 ℃ 以下的粘度要比同溫度的礦物油粘度低些,這在主機低速運轉且運行時間不長的情況下,油膜難以形成,可能導致螺旋槳軸與軸承潤滑不良從而引起軸承燒傷。另外,在同等條件下,環保油的油膜厚度要比礦物油的油膜厚度小些,運轉初期的磨合能力差些,這在一些設計院以及船級社的案例分析中都有提及,這也可能是引起后軸承溫度高的因素之一;
(4)操作因素:該船軸承溫度高發生在操大舵角的時候,即在軸系磨合初期打滿舵時,特別是在主機轉速禁區附近時打滿舵,可能會影響螺旋槳軸與后軸承油膜的形成,從而加快后軸承磨損,這也可能是引起后軸承溫度高的因素之一。
4 預防措施
雖然導致尾管后軸承溫度高的原因復雜,目前很難找到根本的原因,但我們可以從以下幾個方面進行預防和應對:
(1)嚴格按照軸系較中計算書進行軸系較中,完善施工工藝,確保加工精度,軸系頂升階段盡量使中間軸承、尾管前軸承的負荷向理論值靠近;
(2)測量尾管前后軸承位的同心度,根據測量結果,再確定是否對尾管后軸承的斜度進行加工補償。根據該船尾管后軸承處0.07 mm的上翹,通過加工后軸承外圓對軸承內孔的斜度進行補償,使尾管后軸承的實際斜度變為0.28 ×10-3rad,這樣螺旋槳軸和后軸承的相對斜度變為了0.405×10-3rad - 0.28×10-3rad =0.125 ×10-3rad,比之前的相對斜度0.278 ×10-3rad要小些;
(3)尾管滑油在系泊試驗和航行試驗初期的磨合階段,先用礦物油進行螺旋槳軸和軸承的磨合,正式的航行試驗階段再更換為環保油。雖然這種做法還沒有很好的理論依據,但其他一些船廠都采用了這樣的做法,并且采用這種方案后尾管后軸承溫度高的情況顯著減少;
(4)在航行試驗初期的磨合階段,盡量避免操大舵角,特別是主機轉速在通過轉速禁區時盡量不要操滿舵。
以上措施在該船的第二次航行試驗驗證中是有效的,尾管后軸承溫度在整個航行試驗期間都在正常的范圍內,航行試驗取得了圓滿成功,并且根據該船交付后運營中的反饋,軸承溫度都在正常范圍內。
5 其他應對措施
(1)尾管密封選用空氣密封。空氣密封在正常運行時不存在油水界面,理論上可以繼續使用普通礦物油而不需要使用環保油,并且一些船級社都認可了使用空氣密封可以使用普通礦物油。當然,這會增加船廠的成本,在新造船中若船東愿意分攤該部分增加的成本,可以采用空氣密封,對船東而言也可以省去購買昂貴的環保油的成本;
(2)優化軸系較中計算。針對使用環保油后頻繁出現的軸承溫度高的問題,建議提醒主機廠在軸系較中計算中不僅要滿足船級社要求,更要對軸系較中計算結果進行優化,盡量降低尾管后軸承上的負荷和相對斜度;
(3)提高螺旋槳軸和尾管后軸承的加工工藝。現在螺旋槳軸表面粗糙度一般選取為1.6,建議提高至0.8。尾管后軸承的表面粗糙度要求,也建議廠家提高;
(4)改善環保油油品特性,如:油膜形成速率、耐壓等級、運動粘度等級等;根據模擬軸承的實船負荷狀態,對軸承是否適合用環保油進行專門的試驗,雖然試驗比較困難,但模擬試驗可能是找出問題根源和解決方案的佳途徑,這需要軸承廠家和環保油廠家聯合考慮。
6 結束語
本文分析了可能造成尾管后軸承溫度高的原因,并且針對各種可能的原因采取了相應的預防措施,并在實船驗證中取得了良好效果,為后續同型船的建造積累了經驗。同時,也探討了一些其他的應對措施,希望對同類型船的建造、設計提供一定的幫助,不足之處請批評指正。
參考文獻
[1] 中國船級社.美國環保署環保油要求及實施建議[S].2014.
[2]ClassNK.Shaft Alignment.2015.
來源:《廣東造船》2016年3期
(版權歸原作者或機構所有)



