淺談棒材平立可轉換軋機不對中引起的故障
2024-05-28
作者:張志鵬,趙子祥
摘 要:總結分析柳鋼棒線型材廠棒材線精軋平/立可轉換軋機不對中引起的故障現象,并介紹實施的改進與日常維護管理優化措施。
1、引言
立可轉換軋機是棒材生產線精軋區關鍵設備,軋制不同規 格在同一軋制道次處分別采用平式或立式軋機形式滿足工藝需求。柳鋼棒線型材廠有6條棒材生產線,但不同時期先后建成,所以在精軋平立轉換軋機的選型上有所不同,都是老式翻轉結構,共有液壓缸在地面上和地面下兩種結構形式的翻轉式平立可轉換軋機,分別為二棒材、三棒材為地面上驅動液壓缸式;一棒材、四棒材、六棒材為地面下驅動液壓缸式,地面上驅動液壓缸式如圖1所示。
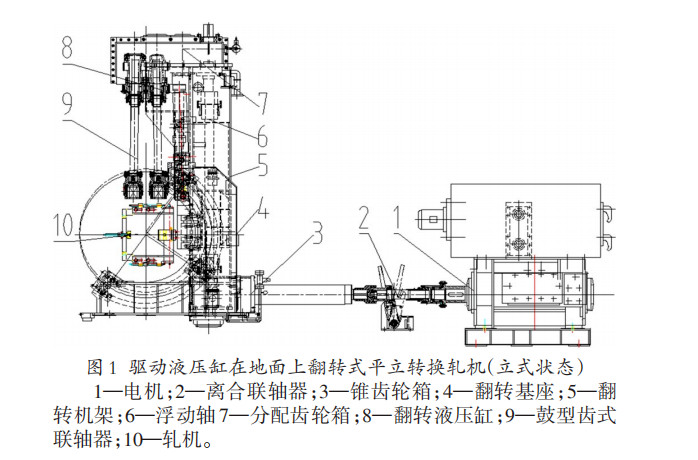
這兩種結構形式除驅動液壓缸布置位置不同外,主要的是前者翻轉基座有翻轉導槽,翻轉機架上有導輪,后者則沒有導槽和導輪,由曲柄鉸鏈來導引機架翻轉。相對而言,后者結構性形式更加穩定可靠,前者故障情況較多,接下來緊針對前者結構形式因不對中引起的故障進行分析及預防。
2、不對中引起的故障現象
(1)更換電機后電機軸承頻繁損壞。電機燒損后更換新電機上線時,以錐箱側為基準調整電機對中,而錐箱輸入軸由于機架翻轉不到位,本來就不水平,導致電機對中后整體不水平,轉子重量的分力增加軸承軸向力,導致軸承負載增加而容易損壞。
(2)離合聯軸器溫度高、易磨損、安全銷易斷裂。不對中導致齒嚙合部位別力或鎖不緊導致傳動力矩變化促使瞬間過載,安全銷斷裂。
(3)錐齒輪箱輸入軸軸承溫度高易損壞。
(4)分配齒輪箱輸入軸軸承溫度高易損壞。
3、不對中原因分析
平立轉換軋機在日常使用中存在頻繁翻轉操作,整個機架翻轉不到位或過位以及鎖不緊是不對中的主要原因。主要有以下幾方面:
(1)錐齒輪箱或電機離線維修后安裝時不對中。在安裝時若機架沒有翻轉到位的情況下進行對中調整,整個安裝數據都是錯誤數據,則結果可想而知。實際運行過程中設備肯定是不對中狀態。
(2)機架鎖緊缸松動或兩邊鎖緊缸夾緊力不一致,導致不對中。鎖緊缸為碟簧鎖緊形式,使用一段時間后,碟簧彈力減弱或個別碟簧碎裂,會導致機架鎖不緊或兩邊夾緊力不一致,導致整個機架歪斜,離合聯軸器不對中。
(3)驅動液壓缸內泄露或兩邊液壓缸安裝行程不一致,導致不對中。兩邊驅動液壓缸單邊液壓缸有內泄露導致兩邊翻轉力不一致,或由于單邊液壓缸行程受限都會導致整個機架兩邊受力不一 致,從而導致不對中。
(4)翻轉機架導輪磨損導致不對中。翻轉機架導輪不緊緊是引導翻轉動作,更重要的是翻轉到位時輪沿起到左右定位,輪面起到翻轉角度定位的作用,一旦輪面或輪沿磨損,即失去基準,整個機架不再會保持在原安裝位置,從而引起不對中。
(5)翻轉基座導槽磨損或積渣或末端定位塊磨損導致不對中。導槽磨損與導輪配合有間隙,導致機架無法定位,導槽有積渣或末端定位塊磨損都會導致翻轉臨末位置不對,從而導致不對中。
4、預防改進措施
(1)要保證對中度的穩定首先要解決翻轉到位的問題。根據以上原因分析,可以從以下幾方面改進:①定期清理導槽積渣,避免因積渣導致翻轉不到位,尤其是水平狀態。由于導槽空間狹小,且觀察困難,可以用水沖或氣吹,建議每班清理一次,避免積渣過多板結而難以清理。另外,清理時注意眼睛防護。
②定期檢查更換導輪和末端定位塊。根據平立轉換頻次以及現場環境不同,磨損程度不同,但由于更換導輪需整個機架吊出,檢修時間較長,建議每年年修定期更換一次,以便保證一年多設備穩定。由于導槽位置受限,導輪磨損與定位塊磨損情況難以測量,可以通過壓鉛法來判斷其配合情況。
③定期更換機架鎖緊缸。因鎖緊缸碟簧彈力難以監測且更換維修時間較長,所以一年更換一次鎖緊缸。更換時兩邊鎖緊缸碟簧數量一致,預緊力調節一致,而且要兩邊一起更換,以免新舊碟簧鎖緊力不同。在單邊鎖緊缸松動或兩邊都松動導致翻轉不到位且沒有時間檢修時,可以臨時在鎖緊壓頭處增設墊板,以臨時提高其鎖緊力。
④驅動液壓缸定期測漏,安裝時保證行程位置一致。在安裝液壓缸時要保證機架翻轉行程能夠到位,且兩液壓缸高度位置一 致,以免單邊受限,導致不平衡。
(2)在保證翻轉位置到位固定后要在每次更換錐箱或電機時 確保對中度。更換錐齒輪箱或電機時要重新打表對中,首先要保證開口面平行度。對中時需拆掉過渡連接軸,電機聯軸器與錐齒輪箱輸入軸端的內齒套距離較遠,需在電機聯軸器端安裝一根過渡軸,另外,錐齒輪箱輸入軸端內齒套環形端面平面較窄,調整初期表針很難走完一圈,無法取得數據,因此,需在錐齒輪箱端安裝 一個平面圓盤,此平面必須保證與錐齒輪軸線的垂直度。上下、左 右開口平面度公差≤0.02mm。保證端面平面度后再對外圓同軸度 進行調整,保證同軸度公差≤0.2mm即可。
(3)在日常使用過程中無法判斷翻轉是否到位,可以另外增設機械限位和電氣到位信號指示來輔助判斷。另外,在生產過程中電氣信號不斷閃爍反映機架擺動嚴重,注意檢查鎖緊缸是否可靠有效。
5、結束語
針對錐齒輪箱輸入軸軸承溫度高,可以考慮將原來潤滑脂潤滑方式改成稀油潤滑來提高冷卻速度,從而降低運行穩定。對于碟簧鎖不緊機架的問題也可以考慮增加液壓鎖緊裝置來彌補其缺陷,在此不再贅述。其實由于離合聯軸器過渡軸為鼓型齒式萬向軸聯接,對于電機軸與錐箱輸入軸的同軸度要求并不高,但是由于設備年久失修,導槽、導輪、定位塊、鎖緊缸、驅動液壓缸等組件維護不到位導致翻轉偏差太大,所以才會引起一系列突發故障。只有日常維護到位,設備運行還是比較平穩的。另外,本文主要介紹了原始的翻轉式平立轉換軋機在使用過程中的故障處理及維護維修措施,這種形式的軋機基本已淘汰,在新建棒材生產線一般采用固定式平立可切換軋機,以徹底解決擺動大、故障率高、維護困難的缺點。
來源:裝飾裝修天地
(版權歸原作者或機構所有)



