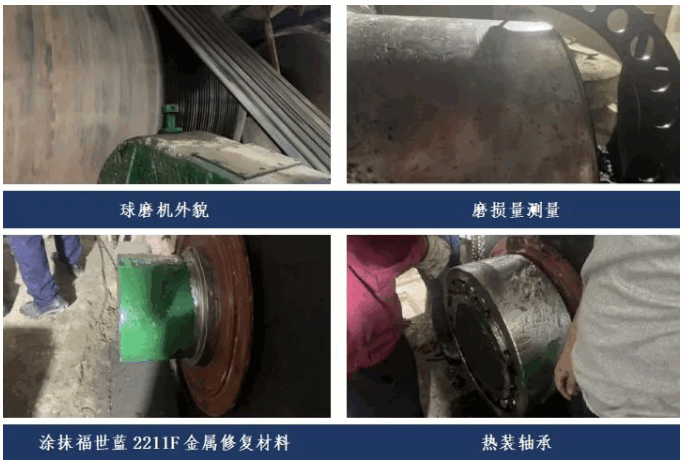
臥式球磨機軸承位磨損在線修復
2024-04-03
此次修復的球磨機是陶瓷行業的細磨設備,適用于濕法球磨長石、石英混料等,屬于濕式間歇操作法,球磨機筒體內裝有內襯(石材或橡膠襯,用戶自備),并裝有研磨體。被磨物料和適量的水從入料口加入,筒體旋轉時,研磨體在離心力作用下,與筒體一起旋轉,當研磨體被帶到一定高度落下時,筒體內的物料受到研磨體的碰擊和研磨作用而被粉碎。

現場情況說明
該球磨機為陶瓷建材公司設備,球磨機型號:QMP-4000-7600球磨機(裝載量60噸),軸承位φ380mm,磨損寬度200mm,磨損量處達2mm(直徑)。分析后認為造成軸承位置磨損的原因為:預緊力不足或松動造成軸承內圈出現相對運動及竄動,導致軸徑磨損。
修復工藝分析
01 補焊或刷鍍工藝
將設備拆卸后運至機修廠進行補焊機加工處理,該方法停機時間較長,而且補焊處理容易造成熱應力,導致軸變形彎曲,造成不可逆的傷害。
刷鍍處理一般對鍍層厚度有要求,無法達到厘米級的厚度。
以上修復工藝無法在短期內實現設備開機運行,并且該球磨機不具備拆裝運輸的條件,因此以上方案顯然達不到此球磨機軸磨損的修復要求。
02 福世藍現場修復工藝
針對該軸的磨損情況,確定了使用福世藍高分子復合材料現場修復的方案,該方案可以可根據設備轉速、軸承型號、使用要求等參數選取不同的軸承位修復工藝。
此次結合現場軸承位磨損情況,選取了使用銅皮輔助多點墊高的修復工藝進行現場修復,然后涂抹材料后直接安裝軸承完成修復工作。
該方案具有修復時間短、修復精度高、修復成本低、對設備無二次傷害、易于操作等特點。
現場修復步驟
1. 表面處理:首先將磨損位置進行烤油處理,去除滲入到金屬微孔內的油脂;
2. 打磨:使用砂紙、磨光機將磨損位置進行打磨處理,并用酒精或丙酮清洗干凈;
3. 銅皮多點定位:根據實際磨損情況加墊銅皮支撐直至尺寸合適;
4. 調和材料:按比例調和2211F材料并攪拌均勻直到沒有色差;
5. 涂抹材料:使用2211F材料將磨損位置填平并略大于磨損量;
6. 刷涂脫模劑:軸承內圈刷涂脫模劑,晾干備用;
7. 裝配:熱裝軸承;
8. 材料固化:24℃/24h,材料溫度每上升11℃固化時間縮短一半。
現場修復步驟
通過此次修復,再次證明了使用福世藍高分子復合材料搭配修復輔助工裝可以很好地解決設備的傳動部位磨損問題,福世藍現場修復工藝具有較高的修復精度,可以滿足設備的精度要求。
(來源:福世藍)



