直交弧齒錐齒輪減速機修復的嘗試
2024-01-17
吳新甫
隨著水泥生產設備大型化,為保證物料提升設備的可靠性和減少傳動系統所占用空間,提升機配置的減速機目前普遍選用直交圓柱齒輪減速機,如大型板鏈提升機、生料入窯提升機上,而且一般選用進口減速機,這類減速機造價昂貴,一旦發生故障,減速機制造廠家又往往要求整機拆卸下來,返廠維修,整個修理加上往返運輸時間一般需要15~20d。如果減速機在水泥生產旺季時發生故障,對正常生產影響很大。2014年10月正值水泥生產旺季,SJ公司生料工段NSE1000提升機減速機發生故障,為了盡量減少故障對生產的影響,我們嘗試對該減速機進行現場修復,并獲得成功,避免了故障對生產經營造成重大的損失。
1 減速機故障現象及部位
NSE1000-28m提升機技術參數:輸送能力為850t/h(1000t/h),輸送高度為28.5m,電動機功率為132kW,減速機型號為B3HH14D-90 (帶載輔傳18.5kW),減速機品牌為FLENDER(弗蘭德)。
減速機在正常帶載運行時聲音異常,出現有節奏、低沉的嘯叫聲。減速機殼體明顯溫度高,用紅外線測溫槍測量,殼體表面溫度達到58~65℃。停機拆開減速機檢視孔發現,減速機一級錐齒輪嚙合異常,表現為:在小錐齒輪工作面上出現明顯壓傷和輕微的點蝕現象。僅僅運行12d,重新開檢視孔檢查,減速機一級圓錐齒輪齒面出現明顯剝落、崩齒現象,減速機已處于非常危險的工作狀態。經過詳細檢查,二級斜齒輪副、三級斜齒輪副工作面正常,沒有損壞現象。故障剛發生時及運行12d后的照片見圖1。
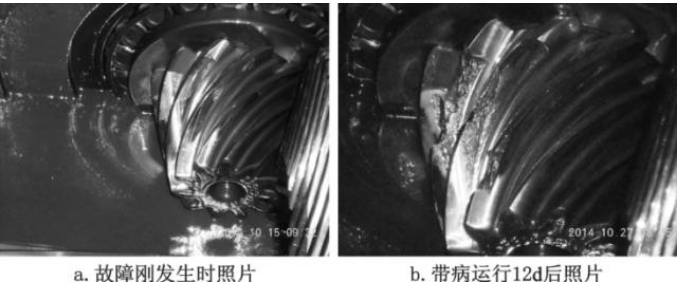
圖1 故障發生時及帶病運行12d后的照片
2 故障初步判斷及對策
從2011年投產以來,該減速機一直正常運行,從目前檢查情況看,減速機一級嚙合齒輪副或軸承已經產生了嚴重故障 。減速機必須檢修,否則,整臺減速機面臨報廢的風險。由于正處于水泥銷售旺季,為保證維修質量,減速機制造廠一再要求返廠大修,如果返廠大修,停機時間需要12d。經過研究討論,為盡量減少故障對生產的影響,且我公司有維修國產同類型減速機的經驗,故決定嘗試修復該減速機。減速機傳動結構示意見圖2。
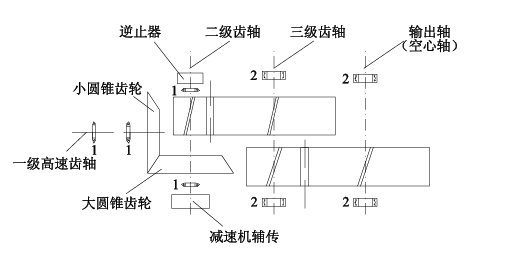
圖2 減速機結構示意
1.圓錐滾子軸承;2.調心滾子軸承
3 維修方案的確定
減速機與提升機主軸連接方式為:減速機輸出空心軸套掛在提升機頭輪主軸上。減速機箱體為上下剖分式,在維修過程中,可方便拆下減速機箱體上蓋。
維修難點有兩個:
1)經過查閱資料可知,該減速機一級齒輪為格利森制弧齒錐齒輪傳動,如何調整好這對齒輪副正確嚙合是檢修的關鍵點。據了解,某公司同類型減速機因檢修不當,減速機檢修后運行僅20d,這對齒輪副就報廢了。為此,我們查閱資料和咨詢有關專家,得出該齒輪副調整的要求是:一級齒軸軸向竄動量:0.01~0.035mm,兩圓錐齒輪齒側間隙為:0.03~0.05mm,在輕載情況下,兩圓錐齒輪接觸區的長度約為齒寬的一半,接觸區位于齒寬中間,稍靠近齒輪小端位置。在小齒輪齒上,接觸區應稍微靠近齒頂,在大圓錐齒輪上,接觸區應稍微靠近齒根。
2)減速機齒輪副調整結束后,要求手動盤車,整個減速機應靈活運行。由于該減速機輸出軸是套掛在提升機驅動主軸上,檢修后,因提升機鏈條、鏈斗自重很大,如果手動盤車,會非常困難,即使通過輔傳盤動減速機轉動,也無法確定減速機是否轉動靈活。經過討論,有兩種維修方案。
第一種維修方案為:將整個減速機從提升機主軸上拆下來維修,雖然解決了手動盤車問題,但這個維修方案會大大延長維修時間,很有可能影響到窯連續運行。
第二種維修方案為:減速機開箱后,臨時將三級齒軸軸系吊出箱體,先調整好一、二級圓錐齒輪副符合嚙合要求后,然后回裝三級齒軸軸系,一、二、三級軸系全部重裝后,根據二、三級斜齒輪接觸情況,對三級齒輪軸進行必要調整,符合一般斜齒輪接觸要求。經過研究討論,確定采用第二種維修方案。
4 維修配件、工具準備及方案實施
根據該減速機故障發展狀況,我們積極和設備制造廠專家溝通,根據專家意見準備好維修所需配件:小圓錐齒輪軸系、軸承、油封;調整一級齒軸軸承、二級齒軸軸承所需各種厚度薄鋼墊片(0.02mm厚、0.05mm厚、0.10mm厚)、百分表、紅丹粉。現場解體減速機所需的千斤頂、手拉葫蘆、撬棍等。
1)維修備件采購到位后,保持生料均化庫處于滿庫狀態,計劃生料磨停機20h,維修減速機。
2)在拆卸減速機過程中,發現二級齒軸兩圓錐滾子軸承的滾子、滾道磨損嚴重,是減速機產生故障的根本原因,更換二級齒軸兩圓錐滾子。
3)調整弧齒錐齒輪副過程:先把一級高速齒軸裝入箱體,通過調整軸上螺母及墊片,調整其軸向竄動量為0.03mm﹔然后裝入二級大錐齒輪,通過調整二級齒軸兩圓錐滾子兩側的薄墊片來調整大、小錐齒輪的嚙合狀態。在不蓋減速機上蓋的情況下,一級齒軸、二級齒軸的軸承端蓋要臨時裝在下箱體上,方便軸承調整。齒側間隙的檢查:固定好一級高速齒軸,然后在適當位置安裝一只百分表,轉動大錐齒輪,檢查齒側間隙。齒側間隙基本合格后,在小錐齒輪工作面上涂上紅丹油,轉動大、小錐齒輪,檢查齒面接觸情況。調整結束后,手動盤車,大、小錐齒輪應正、反運轉自如。
4)調整后錐齒輪副嚙合參數:一級齒軸軸向竄動量:0.02mm,兩圓錐齒輪齒側間隙為:0.05mm。齒面接觸情況:兩圓錐齒輪接觸區的長度約為齒寬70%,接觸區位于齒寬中間略靠小端位置。
5)在不裝三級齒軸的情況下,蓋上減速機上蓋,把緊減速機上、下蓋(裝一半連接螺栓)軸承端蓋,手動正反轉動錐齒輪副,用著色法檢查齒面接觸情況,同時錐齒輪副應轉動非常靈活,無任何阻滯現象。
6)重新拆下上蓋回裝三級齒軸系,然后按通用檢修規范,將減速機全部組裝好,整個維修時間為16h,比計劃時間縮短了4h。
5 減速機試車及運行
1)減速機檢修結束后,按規定加好潤滑油,即進行提升機空車試運行,試運行時間1h,檢查減速機振動值、噪音、溫升均正常。隨即提升機投入正常生產。
2)由于是一對新弧齒錐齒輪工作,為了讓新齒輪進行跑合,生料輥壓機投料量由正常的290t/h左右降為260t/h,減速機在帶載運行的情況下,低沉的嘯叫聲消失,減速機殼體溫度為48~50℃。
3)正常生產8d后,開減速機檢視孔檢查,減速機各齒輪嚙合正常,因此,生料輥壓機投料量恢復到290t/h。
4)在隨后的生產過程中,遇生料滿庫,要求開檢視孔檢查減速機運行情況,運行30d后,錐齒輪副嚙合情況見圖3。

圖3 運行30d后圓錐齒輪副照片
6 結束語
經過近1年的連續生產運行,減速機處于正常運行狀態(為確保該減速機正常運行,2015年9月停產期間,該減速機返廠進行保養性維修)。這次減速機事故的處理,避免了公司大的經濟損失,提高了應對設備突發事故的能力,對降低生產成本有積極作用。
來源:《水泥》
(版權歸原作者或機構所有)



